Varför behöver du en "morot": intressanta egenskaper hos stegborrar
Koniska stegborrar ersätter en hel uppsättning för metallbearbetning, inklusive kronor. De behövs för att göra exakta hål på material upp till 6 mm tjocka. En av de största fördelarna är kvaliteten på kanten. Hålen är snygga, utan grader, även med en metalltjocklek på 1 mm. Med hjälp av sådana borrar bearbetas också plast- och träskivor och gipsskivor.

Funktioner hos Step Drill
I vardagen kallas en konisk borr med steg en "morot" eller "stepping". Verktyget har en specifik struktur i form av translationella kanaler. Varje efterföljande kanal har en större diameter. Övergången är 35–45 grader.
Den stegvisa strukturen ökar effektiviteten vid borrning av tunn metall med 50 %. Borrens skärförmåga förbättras och bearbetningens jämnhet ökas avsevärt.
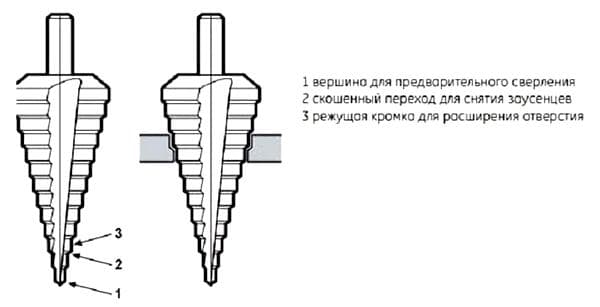
Foto av stegborr:

Spetsen på konen består av en spets för förborrning, en första fas som tar bort grader och en speciell skäregg som vidgar hålet.
För att öka skärförmågan är stål ofta belagt med en slipande beläggning - titan eller diamantspån.
Ansökan
Stegborrmaskiner används mest inom bilreparation, VVS-installation, elektriska ledningar, konstruktion och efterarbete.

Vad behövs de till?
- Borrning av tunna plåtmaterial.Konventionella borrar är inte lämpliga för att få perfekt runda hål i tunna ark: de deformerar lätt materialet och lämnar trasiga kanter. I det här fallet kan du använda en uppsättning kärnborr... eller bara enstegsborr. "Morot" är bättre eftersom det gör hål i en operation.
- Korrigering av defekter: triangulära hål, grader, inriktningsproblem och annat.
- Slipning av det färdiga hålet. Ta bort chips med hjälp av ett verktyg. Det vill säga borren ersätter nålfil och vinkelslip.
- Alla typer av arbete. Stegborrar är universella. De är lämpliga för alla typer av arbete och ersätter en hel uppsättning borrar och några andra verktyg (till exempel centreringselement).
Det bör beaktas att stegövningar har särskilda driftregler. Endast ett strikt vertikalt slag är tillåtet. Det är lika viktigt att följa hastighetsgränsen. För stål varierar den från 200 till 1000 varv. Ju större diameter, desto lägre bör hastigheten vara.
Erfarna hantverkare rekommenderar också att använda en kylemulsion vid borrning. Och om du behöver borra genom en tunn plåt, placera en bit onödig plywood 10–12 mm tjock under järnbiten. Vid borrning av aluminium och andra sega metaller smörjs hålområdet med maskinolja.

Fördelar och nackdelar
Stegövningar skulle kunna kallas idealiska om inte för ett par negativa aspekter.
Låt oss börja med något trevligt. Stegborrning:
- ger perfekt rena hål med liten materialtjocklek;
- utför flera operationer samtidigt: borrar, fasar, skär, slipar;
- har flera borrdiametrar i en;
- den vassa spetsen penetrerar lätt materialet, oavsett dess densitet och struktur;
- kan användas i borrverktyg med automatiserad och manuell drivning;
- Som regel kännetecknas den av ökad styrka och blir inte tråkig under lång tid.
Stegborr har få nackdelar, men alla är ganska betydande:
- Högt pris. Ett högkvalitativt munstycke kostar 2000 rubel. och högre. Kostnaden bestäms av stålets kvalitet, förekomsten av sprutning, varumärket samt driftsområdet. Ju fler diametrar, desto högre pris. De billigaste kinesiska munstyckena kostar från 400 rubel.
- Enheten är ineffektiv i situationer där du behöver borra hål i material som är tjockare än 6–10 mm.
- Kräver noggrann hantering. Stor kraft, snedställning eller fall från höjd kan leda till deformation. Då blir alla högre diametrar otillgängliga.

Typer
Stegborrar skiljer sig åt i typ av material, form, storlek (arbetsområde). För tillverkning av verktyg används snabbstål HSS. Det kan vidarebearbetas eller sprayas.
Produktens styrka kan bedömas efter dess färg:
- grått – stål utan förstärkning;
- svart – härdat stål;
- gul – tillsats av kobolt;
- ljust guld – titannitridbeläggning (säkerställer maximal livslängd).
Beroende på formen på munstyckena av stegtyp finns det:
- vanlig;
- utan styrpunkt;
- av två koniska delar med olika lutningsvinklar mot ytan;
- med 1–3 spår;
- med raka spår och spiralspår.

Spårens spiralform ökar verktygets effektivitet. Dessutom, ju fler det finns, desto högre hastighet kan användas.
Storlekarna på munstyckena är mycket olika. De skiljer sig åt i antalet och höjden av steg, och storleken på startdiametern. Minsta första storlek är 4 mm. En borr kan bestå av 5–15 steg och börja med olika diametrar.Standardsteghöjden är 5 mm (från 3 till 6 mm).

Stegområdet 6–38 mm täcker nästan alla inhemska borrbehov.
Frågor och svar
Vad ska man titta efter när man köper en stegborr?
Arbetsdiametern och typen av material är kritiska. Stålet måste uppfylla kraven i GOST. Experter rekommenderar att du tar munstycken från beprövade märken - Izar, Bosch, UniBit, Irwin/Hanson. De påpekar också att 7 steg på 20 mm borrar bättre och längre än 7 steg på 32 mm. Du bör inte jaga stora diametrar om det inte är absolut nödvändigt. Mindre diametrar används alltid och slits därför ut snabbare. Det kan visa sig att det inte går att nå stora diametrar.
Kan stegborrar slipas?
Endast ett fåtal, mestadels i lågpriskategorin, och med lätt deformation. Rakkantsbits är lättare att slipa, medan spiralbitar kräver specialutrustning. När det gäller dyra borrar kan de inte slipas. Ett slående exempel är borrar belagda med titannitrid (rik gyllene färg). Det är viktigt att notera att de behåller utmärkt skärförmåga under lång tid. Därför behöver de i princip inte slipas.
Så huvudsyftet med en stegborr är att borra hål med stor diameter i tunn metall (i elektriska paneler, bilar, etc.). Munstycket kan dock användas för både hårda och mjuka material: trä, gipsskivor, plywood, plast. Det eliminerar behovet av att bära runt en uppsättning borrar med olika diametrar. Många hantverkare stoppas från att köpa bara en sak - den höga kostnaden för produkten.
För att öka tjockleken på den del som borras kan borrningen göras i två steg: först borra ett hål på ena sidan, sedan motborra på den andra sidan. På så sätt kan du uppnå en ökning av tjockleken på den borrade delen med 1,5-2 gånger. Dessutom, i detta fall, vid borrning, erhålls en avfasning på båda sidor. Tja, när det gäller att köpa märkesvaror (dyra) stegborrar är detta inte alltid ekonomiskt motiverat. För priset av märkesborrar kan du köpa 2-6 kinesiska borrar, medan resursförhållandet är ungefär 2-3 till 1. Så det visar sig: varför betala mer, speciellt om du inte behöver använda det ofta och främst för arbete med lätta material. För övrigt är valet ditt...
Artikeln är användbar. På en webbplats med ett vältaligt namn är det dålig form att lägga upp bilder med ovårdade naglar.
Varför så strikt - en arbetande man!)
Hur är en låssmed med manikyr?
Din är förmodligen välvårdad? Kan du göra vad som helst med välvårdade händer?
Normalt arbetande händer!
Ordet "morot" gäller inte för en stegborr.
Detta är också en konisk borr, som används i vedklyvar och flishuggare!!! Det är helt annorlunda!
Jag föreslog dessa övningar redan i slutet av sextiotalet - jag skickade en ansökan om en uppfinning till UT magazine - svaret är olönsamt och svårt att tillverka - svaret dödade uppfinnaren i mig
Men han födde en zvizdabol!
Jag lärde mig först om morötter av författaren. Hur många gånger har jag hört det kallat "fiskben". Jag antar att bara de "bekymrade" människorna kallar det en morot.
Jag har aldrig hört namnet morot eller julgran. På vår fabrik kallas de för steg.
problemet är hur man skärper dem och det är en mycket nödvändig sak
Raka är lätta att vässa, spiralformade är svårare, men inte för alla...
Jag använder den med jämna mellanrum när jag installerar lådor. Bekväm sak. Upp till 20+ gjorda med en handborr, underknappar och signalbeslag. En enkel grå version upp till 3 mm går som olja, med emulsion..
Bäst med kobolt
Det finns mycket att förstå (jag vet mycket, men inte tillräckligt för ett liv), min erfarenhet är minimal, du behöver alltid andras åsikt (retorisk åsikt)
"Morötter" tillhör kategorin "sopor" verktyg. "Moroten" tar inte bort några avfasningar, den "polerar" inte någonting (vilken typ av nonsens?), noggrannheten hos de resulterande hålen är "plus eller minus en kilometer". Billigt, designat för att producera oregelbundet formade hål med rivna kanter, som är designade för att passa med klämelement, som i alla fall döljer bearbetningsbrister.Eller så krävs en allvarlig VVS-modifiering av det resulterande hålet. I allmänhet är det ett helt dumt verktyg för arbete med lågt ansvar, utan några garantier för kvaliteten på det erhållna resultatet. Det är ganska lämpligt för att göra hål i en plåt. Men inte för att få kalibrerade hål. För reparation av krukor i allmänhet.
Jag slår vad om. Hur man använder en fil för att onanera ett hål, säg 30 mm, i tunn metall, detta kommer att uppnå önskat resultat på en minut
Vad anser du vara ett alternativ som inte är skräp?
Höger
Du har fel
Tja, en normal kommentar från en kunnig person.
Morötter behövs i matlagning.
Vilka GOSTs? Allt är tillverkat i Kina. Vi har inga hårdvarufabriker... Alla fräsar, borrar, bultar, muttrar, brickor... Allt är Kina.
Han är mekaniker och gynekolog, varför behöver han en manikyr?
Så gynekologer bär alltid handskar, och vilken skillnad gör det vilken manikyr? ?
Hur måste man tappa en sådan borr för att böja den? Och den skärps med en lätt rörelse av handen
Den kinesiska "julgranen" föll från en höjd av 1 m - på plattan - och splittrades i 3 delar
En oersättlig sak när du installerar lås - sköldar.
Det finns ett underbart arbetsverktyg som RASP!!!
Argument för argumentets skull!
om varvhastigheten i förhållande till diametern inte observeras, "bränner" borren mycket bra och blir följaktligen matt... därför är det bättre att arbeta med en stor borr med 700-1000 varv
Jag kallar sådana övningar "en slobs verktyg." Oftast används de då. när arbetaren inte i förväg vet vilken utrustning som kan behövas. Det är mer lönsamt och snabbare att göra hål med små diametrar med borrar av lämplig storlek. Och hål med stora diametrar är gjorda med kronor."Julgran" behövs där diametern är okänd i förväg och du behöver ett verktyg som kan ersätta setet. Att ständigt arbeta med en sådan borr är mycket dyrt (slitaget på den tunna delen är alltid större än på de efterföljande; följaktligen blir borren oanvändbar innan den tjocka delen sliter ut sin livslängd) och tar lång tid (varje gång) du måste prova hela metallen, istället för en tunn remsa vald med en krona).